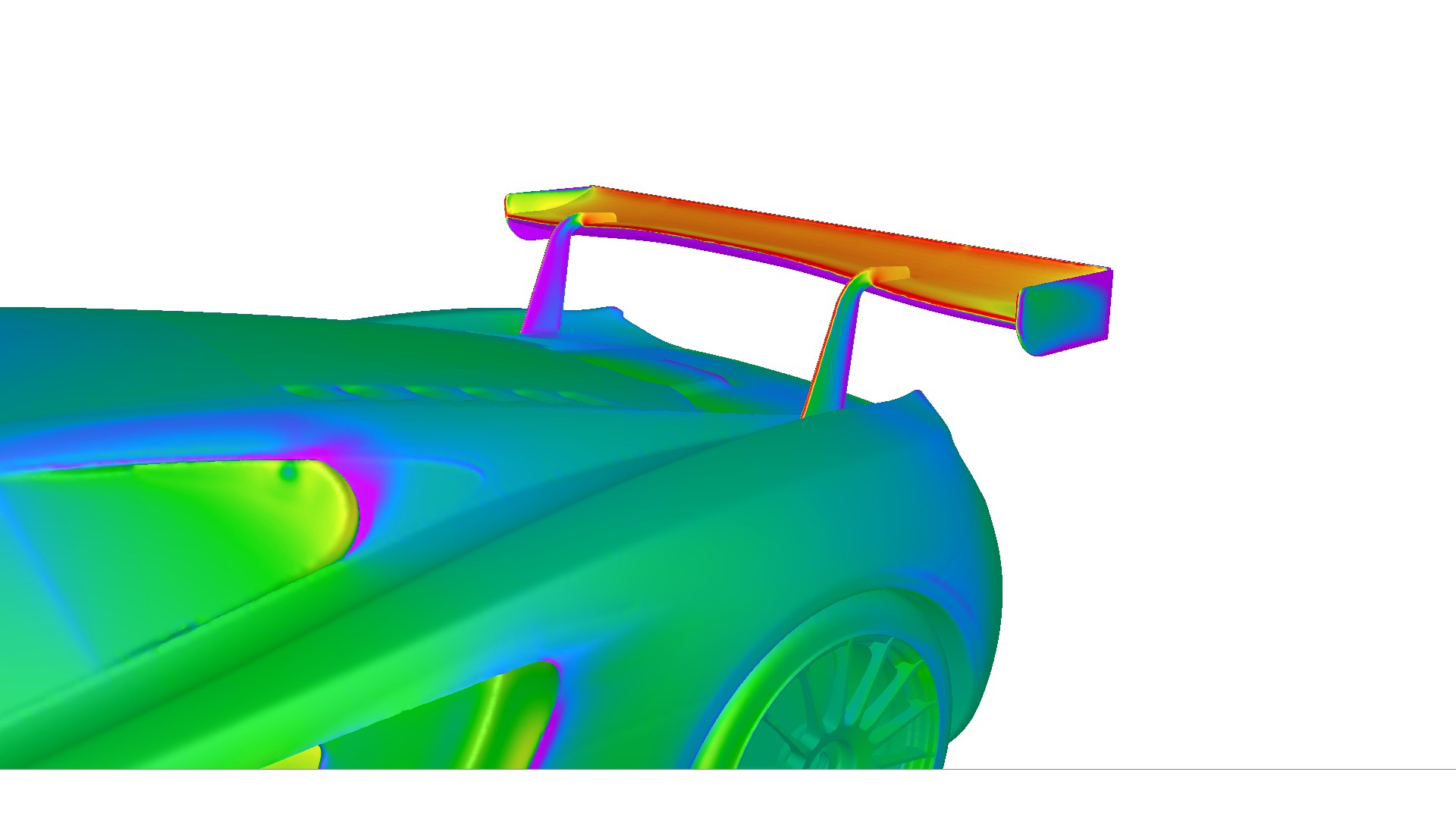
リアウイングは「ドラッグの塊」である
まず認識すべき事実があります。リアウイングは、レースカーを構成するすべての空力部品の中で、 最もドラッグ(空気抵抗)のペナルティが大きい部品です。
ウイングは翼型によって気流を曲げ、上下の圧力差でダウンフォースを生み出します。 しかし気流を曲げれば必ず誘導抵抗が発生し、さらに翼表面の摩擦抵抗、ステー・エンドプレートの形状抵抗が加わります。 フロントスプリッターやディフューザーと比較しても、単位ダウンフォースあたりのドラッグ発生量は圧倒的に多い。 だからこそ、「使い方」が問われる部品なのです。
サーキット特性の見極めが最重要: ストレートが長くトップスピードが重要なサーキットでは、ウイングを寝かせてドラッグを減らす。 中高速コーナーが連続するテクニカルサーキットでは、ダウンフォースを優先して立てる。 このトレードオフの最適解を見つけることが、ウイングセッティングの本質です。
ポーラーカーブを理解する
ウイングの性能を正しく評価するには、ポーラーカーブ(揚力-抗力曲線)の理解が不可欠です。 ポーラーカーブとは、横軸にドラッグ係数(Cd)、縦軸にダウンフォース係数(-Cl)をプロットしたグラフで、 翼の空力効率を可視化するツールです。
L/D比 — 空力効率の指標
ポーラーカーブ上で原点からカーブへ引いた接線の傾きが、L/D比(揚力対抗力比=空力効率)を表します。 この接線がカーブに接する点が「L/D max」——単位ドラッグあたりのダウンフォースが最大になるポイントです。 一方、カーブの頂点は「DF max」——ダウンフォースの絶対値が最大になるポイントです。
モータースポーツの空力論では、L/D maxからDF maxまでの領域がウイングの運用レンジとなります。 ストレートが長くトップスピードが重要なサーキットではL/D max寄りで効率を重視し、 中高速コーナーが連続するテクニカルサーキットではDF max寄りで最大ダウンフォースを追い求める。 このレンジ内のどこで使うかが、サーキットごとのセッティングの核心です。
逆に、DF maxを超えた領域(失速域)ではダウンフォースが減少しながらドラッグだけが増え続けるため、 いかなるサーキットでも使うべきではありません。 また、L/D maxより手前の低迎角域では、ウイングの能力を十分に引き出せていない状態です。
L/D maxからDF maxの間で使うこと。 ウイングの運用レンジはこの2点に挟まれた領域です。 ストレート速度を稼ぎたいならL/D max寄り、コーナリングスピードを最優先するならDF max寄り。 いずれの場合も、失速域に入らないことがレースエンジニアの絶対条件です。
サクション面の重要性と気流剥離
ウイングのダウンフォースの大部分は、サクション面(低圧面=下面)が生み出しています。 圧力面(上面)はせいぜい全体の30〜40%程度の寄与で、残りの60〜70%はサクション面の低圧によるものです。 つまり、サクション面の流れの品質がウイング性能を決定づけると言っても過言ではありません。
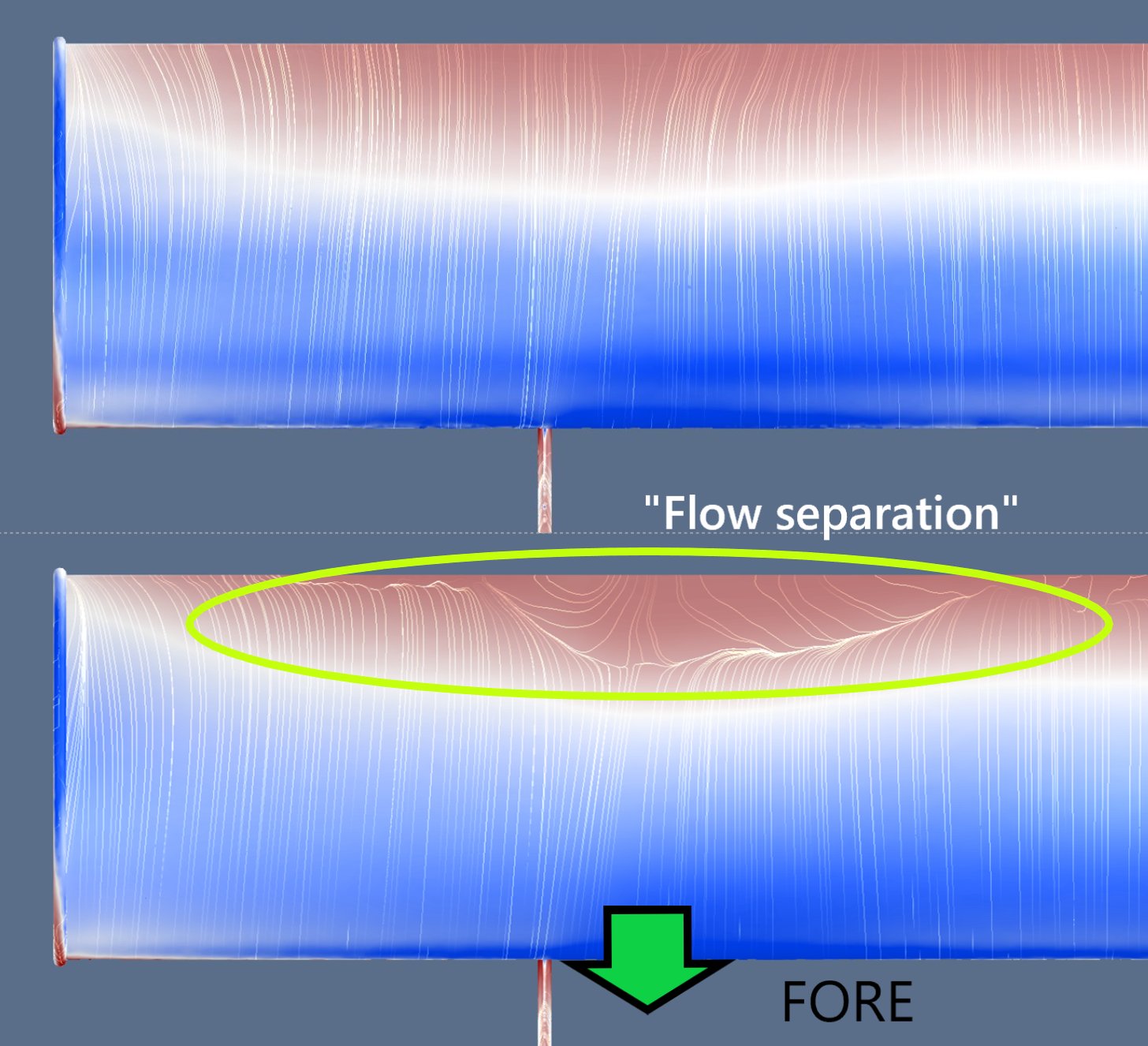
気流剥離はなぜ起こるのか
サクション面では、翼の前縁から後縁に向かって急激な圧力回復(逆圧力勾配)が生じます。 この逆圧力勾配に境界層が耐えられなくなると、気流が翼面から離れる——これが気流剥離(Flow Separation)です。 剥離を引き起こす主な要因は以下の通りです:
気流剥離を引き起こす主な要因:
① 過度なキャンバー(反り) — サクション面の圧力勾配が急峻になりすぎる
② 過度な迎角 — 失速角を超えると後縁から剥離が一気に進行する
③ 急激な曲率変化 — 翼面の曲率が不連続な箇所で境界層が剥離する
④ 表面のゴミ・異物・段差 — 虫の付着、テープの段差、傷なども局所的に境界層を乱し剥離を誘発する
剥離が起きるとどうなるか
気流剥離が起こると、単にダウンフォースが減少するだけでは済みません。 問題はさらに深刻です。
剥離はウイングのスパン方向で均一に起こるとは限りません。 片側だけ、あるいは中央部だけで剥離が発生すると、ダウンフォース分布が不均一になり、 車両のヨーモーメント(旋回軸まわりの力)やピッチバランスが変化します。 これがコーナリング中に起きると、ドライバーは突然リアの接地感が抜けるような挙動を感じます。
さらに厄介なのは、剥離は速度や車両姿勢に依存して断続的に発生・消滅することです。 ブレーキングでピッチが変わるたびにダウンフォースが予測不能に変化するとなれば、 ドライバーの信頼を得ることは不可能です。 ドライバビリティの低下——これが性能の低いウイングがもたらす最も深刻な帰結です。
高性能ウイングの条件
ここまでの議論を踏まえると、高性能ウイングの条件は明確になります。
1. L/D maxからDF maxの運用レンジ内で使えること
サーキット特性に応じて、空力効率重視(L/D max寄り)から最大ダウンフォース重視(DF max寄り)まで 適切な迎角を選択できる翼型・セッティング範囲を持つこと。 失速域に入ってしまうウイング、あるいは調整幅が狭く特定の条件でしか使えないウイングは、高性能とは言えません。
2. サクション面に気流剥離を起こさないこと
翼型の曲率分布が滑らかで、運用迎角の範囲内でサクション面の付着流が維持されること。 これは翼型設計だけでなく、表面仕上げの品質——CFRPの成形精度やクリアコートの状態——にも左右されます。
3. 車両姿勢変化に対してロバストであること
ブレーキング、加速、横Gによって車両のピッチ・ロールが変化すると、ウイングの実効迎角も変動します。 この変動範囲内で安定した空力特性を維持できること——すなわち、 性能曲線の傾きが穏やかで、急激な特性変化がないことが重要です。
4. サーキット特性に合ったセッティングが可能なこと
ストレート速度重視のサーキットではドラッグを最小化し、 コーナー重視ではダウンフォースを最大化するための調整幅があること。 迎角調整、ガーニーフラップの追加・除去など、現場での柔軟性も設計品質の一部です。
SYNSETECHのCFD流体解析受託では、 ウイング翼型の性能評価からポーラーカーブの作成、 サクション面の気流剥離リスクの定量評価まで、 CFDツールによる数値解析で一貫してサポートします。 「ダウンフォースは出ているが、なぜかドライバーが信頼できないウイング」—— その原因を流れ場の可視化から特定し、改善提案を行います。
まとめ
リアウイングはレースカーの中で最もドラッグペナルティの大きい部品です。 だからこそ、L/D maxからDF maxまでの運用レンジ内で、サーキット特性に合ったポイントを選ぶこと、 サクション面の気流を剥離させないこと、 そして車両姿勢変化に対してロバストな空力特性を維持することが求められます。
高性能なGTウイングとは、単にダウンフォースが大きいウイングではありません。 必要なダウンフォースを最小のドラッグで生み出し、 あらゆる走行条件でドライバーに予測可能な挙動を提供すること——それが高性能なGTウイングの本質です。
← 技術ブログ一覧に戻る